-

- 雜志類目(編輯計劃)/li>
- 雜志類目(投稿服務)/li>
- 全站底部/li>
- 移動應用描述/li>
- 雜志類目(編輯簡介)/li>
- 雜志類目(編輯計劃)/li>
- 視頻/li>
- 管窺擠出精品/li>
- 默認分類/li>
- 求購
- 供應
- 視頻
- 宣傳矩陣
-







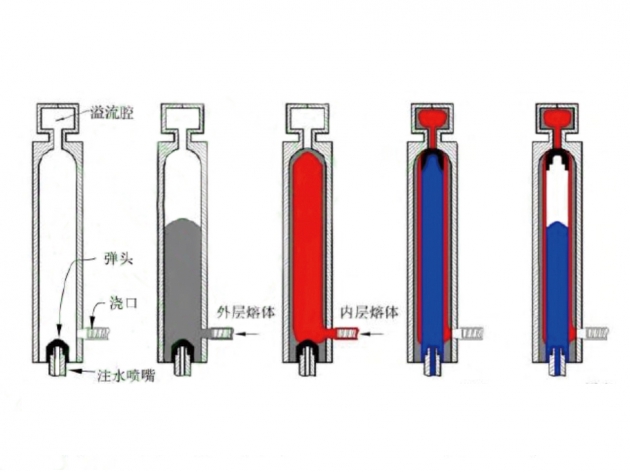
注塑期:以定量塑化塑料充填入模腔內。所需塑料份量要通過實驗找出來,以保證在充氮期間,氣體不會把成品表面沖破及能有一理想的沖氮體積。
充氣期:可以注射期中或后,不同時間注入氣體,氣體注入的壓力必需大于注塑壓力,以達至產品成中空狀態.
氣體保壓期:當成品內部被氣體充填后,氣體作用于成品中空部分的壓力就成為保壓壓力,可大大減低成品的縮水及變形率.
脫模期:隨著冷卻周期完成,模具的氣體壓力降至大氣壓力,成品由模腔內頂出。
















 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...