-

- 雜志類目(編輯計劃)/li>
- 雜志類目(投稿服務(wù))/li>
- 全站底部/li>
- 移動應(yīng)用描述/li>
- 雜志類目(編輯簡介)/li>
- 雜志類目(編輯計劃)/li>
- 視頻/li>
- 管窺擠出精品/li>
- 默認(rèn)分類/li>
- 求購
- 供應(yīng)
- 視頻
- 宣傳矩陣
-







(廣東科技學(xué)院,廣東東莞523000)
摘 要:根據(jù)新能源汽車的儲物箱蓋板的結(jié)構(gòu)特點,圍繞質(zhì)量、效率、成本、環(huán)保四大維度進(jìn)行模具結(jié)構(gòu)創(chuàng)新設(shè)計。通過隨形加強(qiáng)筋結(jié)構(gòu)優(yōu)化,將塑件平均壁厚從2.5mm降至2mm,材料節(jié)省約15%,滿足了新能源汽車輕量化要求。通過模流分析,確定了“熱流道+普通流道+圓弧形潛伏式澆口”最優(yōu)組合式澆注系統(tǒng),保證了成型塑件的外觀質(zhì)量,實現(xiàn)了全自動化生產(chǎn),廢料率從5%降至1%。通過采用型腔納米涂層技術(shù)、分區(qū)隨形水路、閉環(huán)溫控系統(tǒng),模具成型效率和成型精度得到了顯著提升,尺寸精度達(dá)到了MT3(GB/T14486—2008),生產(chǎn)周期從35s縮短至26s,冷卻效率提升了25%,模具綜合產(chǎn)能提高了2倍。
關(guān)鍵詞:新能源汽車儲物箱蓋板;大型薄壁注塑模具;納米涂層技術(shù);熱流道;斜推桿側(cè)抽芯;液壓頂出油缸;分區(qū)隨形水路;閉環(huán)溫控系統(tǒng)
新能源汽車儲物箱蓋板是儲物箱的重要零件,位于副駕駛位置的外側(cè),長寬尺寸大,厚度尺寸小,裝配尺寸精度和外觀質(zhì)量要求高。為了滿足新能源汽車質(zhì)量、效率、成本、環(huán)保四大要求[1],客戶要求在普通汽車儲物箱蓋板的基礎(chǔ)上進(jìn)一步降低質(zhì)量,提高精度,縮短成型周期,并能實現(xiàn)全自動化生產(chǎn)。這就大大增加了成型難度,對模具結(jié)構(gòu)提出了更高的要求。為此筆者對塑件結(jié)構(gòu)做了進(jìn)一步優(yōu)化,對模具結(jié)構(gòu)進(jìn)行創(chuàng)新和優(yōu)化,成型塑件各項指標(biāo)均達(dá)到設(shè)計要求,其成功經(jīng)驗對大型、薄壁塑件的注塑模具結(jié)構(gòu)設(shè)計具有較好的參考價值。
1 塑件結(jié)構(gòu)優(yōu)化設(shè)計及成型工藝分析
圖1所示為某款新能源汽車儲物箱蓋板零件圖,空間造型優(yōu)美,分型線較復(fù)雜,材料為PP/EPDM?T20,收縮率1.1%。塑件與箱體有裝配要求,裝配尺寸的精度須達(dá)到MT3(GB/T14486—2008),塑件外觀面要做蝕紋處理,內(nèi)表面粗糙度為Ra=0.04~1.25μm。塑件最大長度555.5mm,最大寬度200.4mm,最大高度300.5mm。根據(jù)客戶要求,我們對塑件結(jié)構(gòu)進(jìn)行了隨形加強(qiáng)筋結(jié)構(gòu)優(yōu)化,將塑件平均壁厚從2.5mm降至2mm,質(zhì)量從420g降至360g,材料節(jié)省約15%,達(dá)到了新能源汽車輕量化要求。通過振動和受力測試(20~2000Hz),無結(jié)構(gòu)失效。塑件屬于大型薄壁塑件,存在兩處倒扣S1和S2,熔體填充和脫模都比較困難。塑件外觀面不允許有成型缺陷,如熔接痕、收縮凹陷、斑點、飛邊和澆口痕跡等。
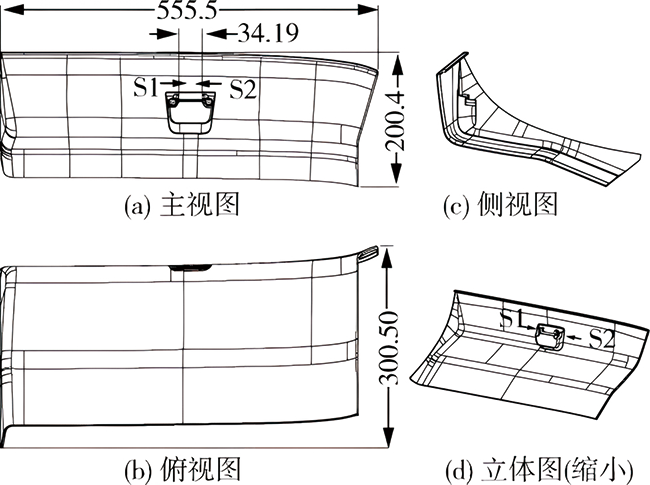
圖1 新能源汽車儲物箱蓋板零件圖
2 模具結(jié)構(gòu)設(shè)計
2.1 成型零件設(shè)計
根據(jù)汽車儲物箱蓋板尺寸較大,空間造型較復(fù)雜,分型面落差較大的結(jié)構(gòu)特點,經(jīng)綜合考慮及客戶同意,模具定、動模成型零件均采用一體式,即型腔和型芯直接在定模A板和動模B板上加工,模板就是成型零件,訂購模架時須特別注明動模B板和定模A板材料均采用P20模具鋼[2]。相較于鑲拼式結(jié)構(gòu),一體式結(jié)構(gòu)的結(jié)構(gòu)更緊湊,剛度更好,避免了開框、配框和制造斜楔等繁瑣的工序,而且可以減小模架的尺寸,單套模具成本降低了約18%。
由于汽車儲物箱蓋板外形為不規(guī)則空間曲面,分型線亦為復(fù)雜空間曲線。為此筆者采用非對稱變曲率分型面,減少了合模線對美觀的影響,同時降低了制造成本。成型塑件外形落差大,注射成型時型腔側(cè)向脹型力較大,為防止模板之間側(cè)向位移,模具采用四周錐面定位,定位面錐度為5°,確保精準(zhǔn)定位[3]。
本模型腔采用了納米涂層技術(shù),在型腔表面噴涂類金剛石(DLC)涂層,不但大大降低了熔體流動阻力,也大大降低了脫模阻力,從而可以大大降低注射壓力和鎖模力,模具壽命預(yù)計可延長30%。
2.2 澆注系統(tǒng)設(shè)計
為保證儲物箱蓋板的外觀質(zhì)量,改善熔體填充,模具采用熱流道與普通流道組合形式:塑料熔體由熱流道進(jìn)入普通流道,再由兩個潛伏式澆口進(jìn)入型腔,詳見圖2(a)。普通流道采用“U”形截面,潛伏式澆口采用圓弧形結(jié)構(gòu)[3],具體尺寸見圖2(b)。
在注射成型過程中,圓弧形潛伏式澆口能夠自動切斷,這種模內(nèi)切澆口系統(tǒng)既保證了成型塑件的外觀質(zhì)量,又可以實現(xiàn)全自動化生產(chǎn),廢料率從5%降至1%,提高了新能源汽車的綠色制造技術(shù)。
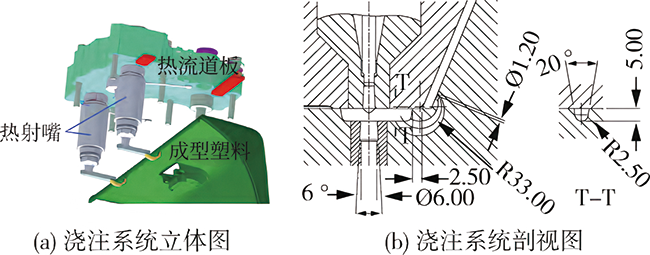
圖2 模具澆注系統(tǒng)
2.3 模流分析
為了驗證以上澆注系統(tǒng)設(shè)計的合理性,筆者應(yīng)用MolFlow軟件對模具注射成型進(jìn)行模擬分析,并根據(jù)分析結(jié)果優(yōu)化澆口的形狀與位置。圖3~圖7分別是汽車儲物箱蓋板填充分析,填充等高線分析,注射壓力曲線分析,鎖模力曲線分析和熔接痕與困氣分析結(jié)果圖。
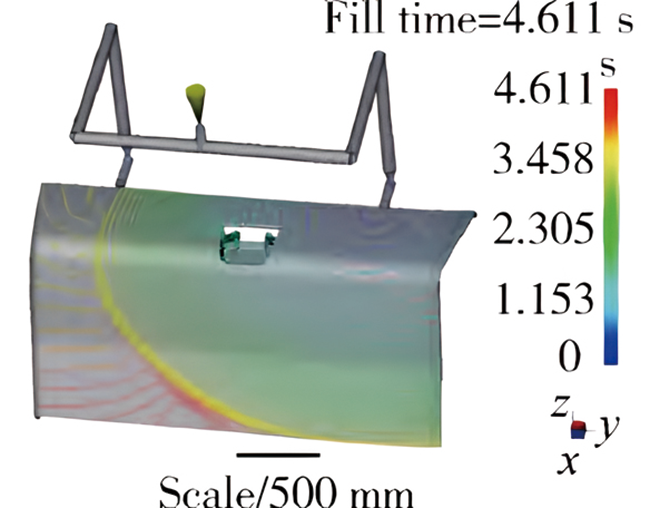
圖3 熔體填充分析
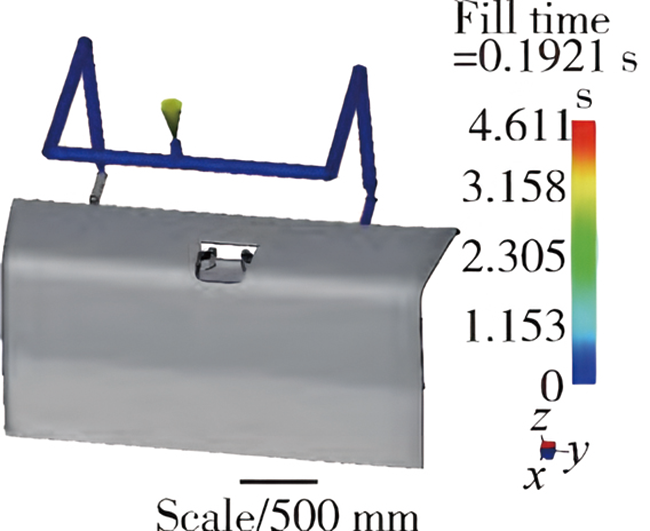
圖4 熔體填充等高線分析
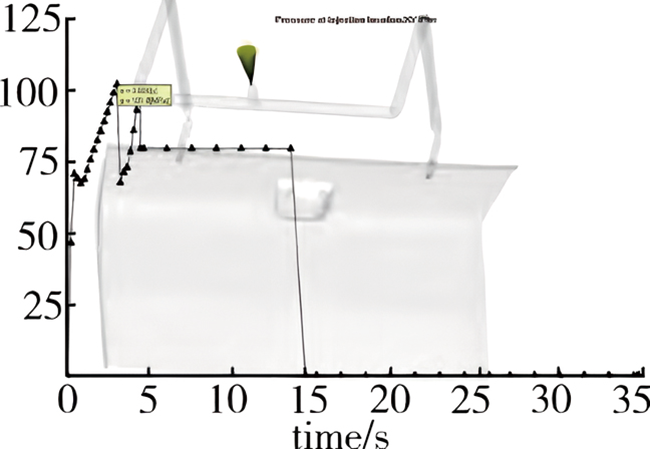
圖5 注射壓力曲線分析
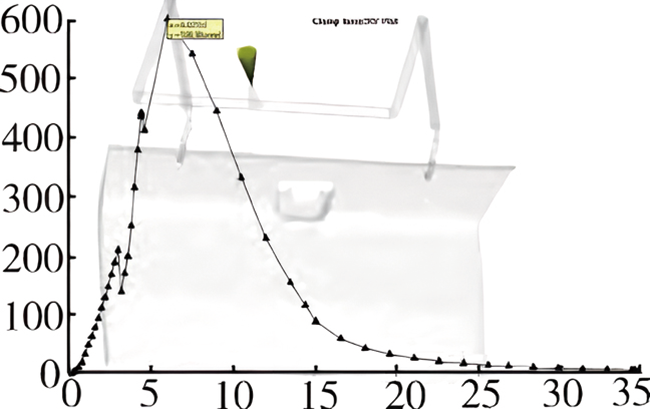
圖6 鎖模力曲線分析
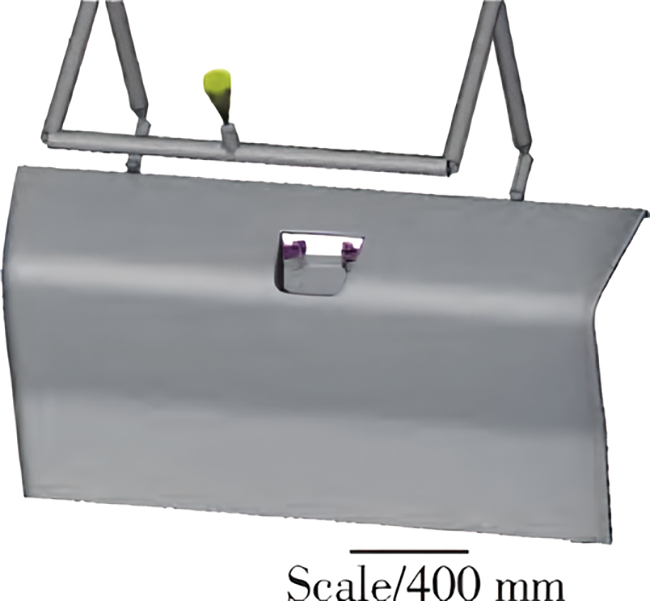
圖7 熔接痕與困氣分析
根據(jù)模流分析結(jié)果可以得出結(jié)論:塑件采用2點順序閥熱流道,從塑件側(cè)邊進(jìn)膠,填充時間為4.6s,塑件填充效果良好,流動平衡,無填充不良和困氣現(xiàn)象,塑
件填充壓力均勻,進(jìn)膠方案科學(xué)合理[4?5]。
2.4 側(cè)向抽芯機(jī)構(gòu)設(shè)計
成型塑件有兩個內(nèi)側(cè)倒扣S1和S2,抽芯方向相對,由于空間有限,只能采用斜推桿側(cè)向抽芯機(jī)構(gòu),該抽芯機(jī)構(gòu)由側(cè)抽芯27、28,斜推桿31、37,斜推桿滑座32、34和4個導(dǎo)套26、29、33、36組成,詳見圖8。兩個倒扣深度均為4.71mm,加上安全距離,側(cè)抽芯距離取8.40mm,根據(jù)塑件高度,成型塑件脫模距離取80mm[6]。根據(jù)作圖法或三角函數(shù)計算法,可得到斜推桿的傾斜角度為6°。

公式 1
由于兩個斜頂靠的較近,必須保證兩個斜頂在向內(nèi)側(cè)抽芯時不會相撞。從圖8可知,合模時兩個斜頂之間的距離為22.53mm,大于側(cè)抽芯向內(nèi)側(cè)橫向移動距離8.40×2=16.80mm,安全。
2.5 溫度控制系統(tǒng)設(shè)計
儲物箱蓋板為大型薄壁塑件,內(nèi)表面粗糙度小,外表面需進(jìn)行蝕紋處理,結(jié)構(gòu)包含卡扣、加強(qiáng)筋等,易因冷卻不均導(dǎo)致縮痕、翹曲變形。為此本次模具溫度控制系統(tǒng)采用隨形水路(conformalcooling),冷卻水路貼合蓋板曲面形狀(距離型腔表面20~25mm),主水路水管直徑φ12mm,分支水路φ8mm[7?8]。
其次我們還進(jìn)行了分區(qū)獨立控制:將模具分為澆口區(qū)、中心區(qū)、邊緣區(qū),每個區(qū)域獨立水路循環(huán)。
冷卻水路各參數(shù)設(shè)計:注射成型時,冷卻水流量控制在5~10L/min之間,使冷卻水始終處于湍流狀態(tài)(雷諾數(shù)>4000),以增強(qiáng)傳熱[7]。水路間距為管徑的3~5倍,交錯排列避免冷卻盲區(qū),詳見圖9。為了提高冷卻效果,防止水路內(nèi)壁生銹,我們對所有冷卻水路內(nèi)壁都做了鍍鉻處理,減少了水垢沉積。為實時反饋數(shù)據(jù)至控制系統(tǒng),實現(xiàn)閉環(huán)控制,模具在注塑生產(chǎn)過程中,還采用了智能化IoT集成監(jiān)測技術(shù),在鑲件內(nèi)嵌入溫度傳感器,實時監(jiān)控模腔填充狀態(tài),結(jié)合AI算法動態(tài)調(diào)整注塑參數(shù),模具溫差控制在±2℃以內(nèi),良品率提升至99.5%以上[8]。
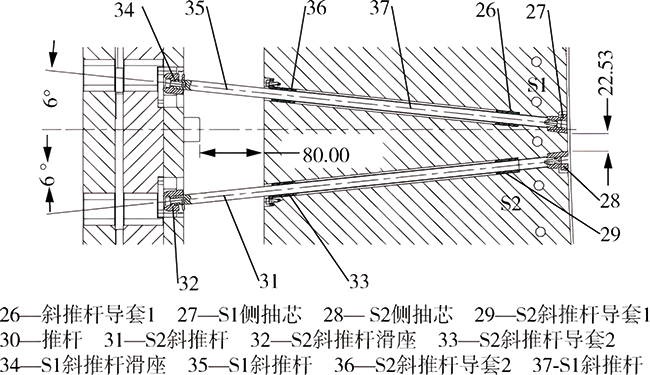
圖8斜頂側(cè)向抽芯機(jī)構(gòu)設(shè)計
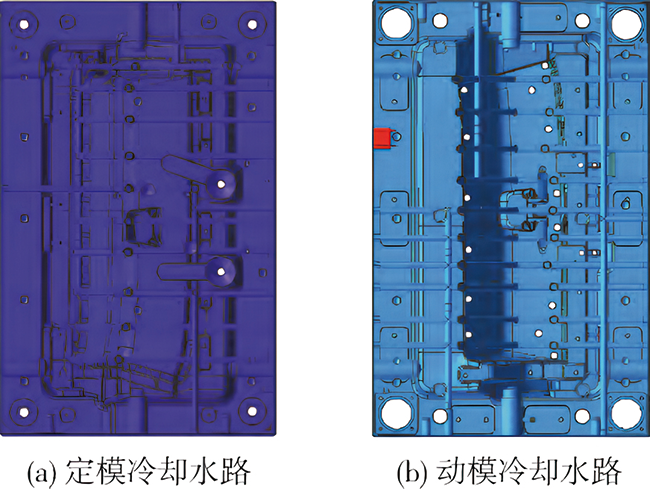
圖9 模具溫度控制系統(tǒng)
對模具溫度的精準(zhǔn)控制保證了快速冷卻和均衡冷卻,避免了局部溫差導(dǎo)致變形,成型周期從35s縮短至26s,冷卻效率提升了25%,尺寸精度達(dá)到了MT3
(GB/T14486—2008)。
2.6 導(dǎo)向定位系統(tǒng)設(shè)計
汽車儲物箱蓋板注塑模具設(shè)計壽命50萬,尺寸大,壽命長,精度高,模具需要承受長時間高頻率的開合模動作,導(dǎo)向定位系統(tǒng)的耐用性和準(zhǔn)確性非常重要。
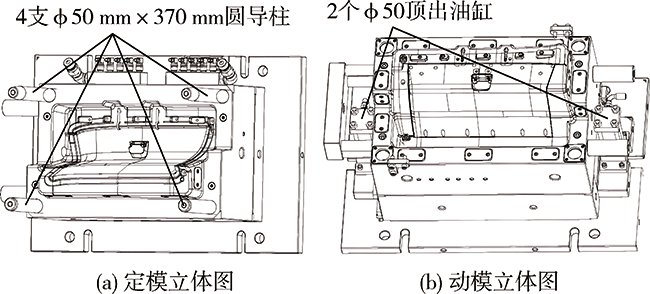
圖10 模具導(dǎo)向定位系統(tǒng)
汽車儲物箱蓋板注塑模具導(dǎo)柱采用高碳鉻軸承鋼SUJ2,淬火,表面硬度60?62HRC;導(dǎo)套采用銅合金,減少摩擦磨損[9]。導(dǎo)柱直徑通常為模具分型面寬度的1/10~1/8,本模取φ50mm,導(dǎo)柱長度需超出動模閉合高度10~15mm,本模取370mm。導(dǎo)柱數(shù)量4支,布置在模具的四個角上,采用法蘭式固定,便于拆卸維護(hù),詳見圖10。導(dǎo)柱端部增設(shè)鍵槽或平面,防止旋轉(zhuǎn)偏移。
汽車儲物箱蓋板注塑模具采用錐面精定位結(jié)構(gòu),以輔助導(dǎo)柱導(dǎo)套,用于模具生產(chǎn)過程中高精度對位。定位面錐度取10°,接觸面積需85%。為了提高模具壽命,便于維修,錐面上共設(shè)計了12塊耐磨塊。導(dǎo)柱與導(dǎo)套按H7/f7間隙配合,保證潤滑和熱膨脹空間[10]。
2.7脫模系統(tǒng)設(shè)計
為防止汽車儲物箱蓋板脫模時頂白變形,模具采用了“推桿+斜推桿+液壓頂出油缸”組合頂出方案。頂針12根,直徑φ8mm,均勻分布,2組斜頂,處理側(cè)扣脫模。頂出行程80mm,頂出速度0.5m/s,頂出力約8t[11]。脫模系統(tǒng)由兩個液壓油缸25驅(qū)動頂出和復(fù)位,平穩(wěn)且可靠,無頂白或變形。汽車儲物箱蓋板注塑模具屬于大型模具,為保證推件安全運行,推桿板導(dǎo)柱和復(fù)位桿均設(shè)計了6支。定模A板與復(fù)位桿接觸的位置還設(shè)計了一塊直徑為φ40mm的硬塊,硬塊材料為S50C模具鋼,表面氮化處理[12]。
2.8模具排氣系統(tǒng)設(shè)計
在汽車儲物箱蓋板注塑模具型腔內(nèi)有大量空氣,在注射成型過程中,這些氣體必須及時排出,同時在開模過程中,外面的空氣又必須及時進(jìn)入型腔,防止型腔出現(xiàn)真空而造成脫模困難。儲物箱蓋板注塑模具主要通過分型面上的排氣槽排氣,見圖11。同時筆者還在頂針側(cè)壁開槽(深度0.02~0.03mm)排氣,效果很好。PP料流動性好,一級排氣槽深度不能大于0.04mm,太深容易產(chǎn)生飛邊,二級排氣槽深度可取0.5~0.8mm。排氣槽寬度取10mm,排氣槽間距30mm,確保氣體快速排出[13]。高效、可靠的排氣系統(tǒng)有效消除了熔接痕和填充不良等成型缺陷。
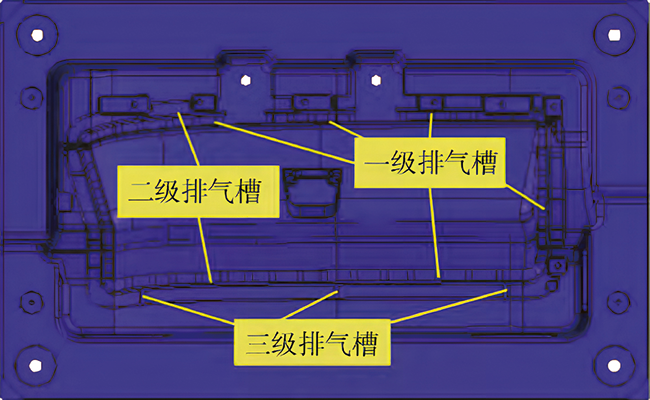
圖11 模具排氣系統(tǒng)設(shè)計
3 模具裝配圖及工作過程
3.1 模具裝配圖
綜上所述,模具采用熱流道澆注系統(tǒng),塑件內(nèi)側(cè)兩個倒扣采用斜推桿(又稱斜頂)側(cè)向抽芯機(jī)構(gòu)。模具外形尺寸為:長1100mm,款730mm,高840mm,總質(zhì)量約3t,屬于大型注塑模具。詳細(xì)結(jié)構(gòu)見圖12。
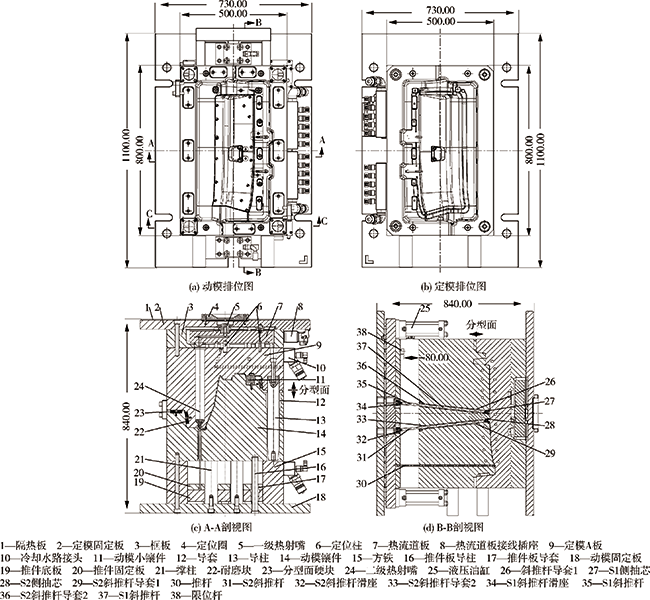
圖 12 汽車儲物箱蓋板注塑模具結(jié)構(gòu)圖
3.2 模具工作原理
(1)合模:模具的動模和定模在注塑機(jī)驅(qū)動下閉合,形成密閉型腔。(2)注射充填:熔融的聚丙烯塑料由熱流道澆注系統(tǒng)進(jìn)入模具分型面之間的普通分流道,最后由圓弧形潛伏式澆口進(jìn)入模具型腔。(3)保壓與冷卻:保壓階段持續(xù)施加壓力,補(bǔ)償材料收縮;冷卻系統(tǒng)(水路)通過循環(huán)冷卻水快速降溫,使塑料固化定型。(4)開模、頂出及抽芯:在注塑機(jī)驅(qū)動下動模后移,模具打開,開模距離達(dá)到400mm后,液壓油缸25推動推件固定板19,同時推動所有推出零件將成型塑件推離動模。在推出過程中,斜推桿31和35分別推動側(cè)向抽芯28和27向內(nèi)側(cè)向抽芯。(5)取件與復(fù)位:推件推出行程80mm,由限位桿38控制。接著機(jī)械手取出產(chǎn)品,液壓油缸25推動脫模系統(tǒng)和斜頂復(fù)位,模具進(jìn)入下一次注射成型。
4 結(jié)論
(1)通過隨形加強(qiáng)筋結(jié)構(gòu)優(yōu)化設(shè)計,將塑件平均壁厚從2.5mm降至2mm,材料節(jié)省約15%,滿足了新能源汽車輕量化要求。
(2)通過模流分析優(yōu)化,模具確定了“熱流道+普通流道+圓弧形潛伏式”最優(yōu)組合式澆注系統(tǒng),既保證了成型塑件的外觀質(zhì)量,又實現(xiàn)了全自動化生產(chǎn),廢料率從5%降至1%,提高了新能源汽車的綠色制造技術(shù)。
(3)通過采用型腔納米涂層技術(shù)、分區(qū)隨形水路及閉環(huán)溫控系統(tǒng),模具成型效率和成型質(zhì)量得到了顯著提升,尺寸精度達(dá)到了MT3(GB/T14486—2008),生產(chǎn)周期從35s縮短至26s,冷卻效率提升了25%,提高了新能源汽車的快速成型和精密成型技術(shù)。
(4)本模圍繞質(zhì)量、效率、成本、環(huán)保四大維度進(jìn)行創(chuàng)新設(shè)計,結(jié)構(gòu)先進(jìn)合理,單套模具成本降低18%,綜合產(chǎn)能提高了2倍。試模一次成功,成型塑件通過震動和受力測試,各項指標(biāo)均達(dá)到設(shè)計要求。
參考文獻(xiàn):
[1] 龔世海.注塑模具先進(jìn)制造技術(shù)發(fā)展趨勢綜述[J].塑料工業(yè),2019(09):208?209.
[2] 張維合.注塑模具設(shè)計實用手冊(第二版)[M].北京:化學(xué)工業(yè)出版社,2019.
[3] 張維合.新能源汽車注塑模具復(fù)雜結(jié)構(gòu)50例[M].北京:化學(xué)工業(yè)出版社.2025.
[4] 吳夢陵.Moldflow模具分析實用教程[M].2版.北京:電子工業(yè)出版社.2018.
[5] 李月,徐少華,齊立朋,等.基于Moldflow對換擋操縱機(jī)構(gòu)儲物盒的模流分析應(yīng)用[J].模具工業(yè),2025,51(04):1?7.
[6] 孫忠剛.共享單車手柄兩向彎銷延時復(fù)合抽芯機(jī)構(gòu)及注塑模具設(shè)計[J].塑料科技,2019,47(1):115?120.
[7] 胡清根,李旭東,黃貴清.動模、定模復(fù)雜抽芯的殼體注射模具設(shè)計[J].模具技術(shù),2020(5):17?21.
[8] 胥永林,張維合,馮國樹,等.智能熱水壺主體復(fù)雜抽芯及隨形水路注塑模設(shè)計[J].中國塑料,2022,36(06):137?141.
[9] 劉祥建,周佳睿,姜勁.基于Moldflow的按鈕開關(guān)帽注塑模具設(shè)計[J].工程塑料應(yīng)用,2023,51(06):97?102.
[10] 馬小偉,張維合.新能源汽車進(jìn)氣風(fēng)箱面蓋注塑模具的創(chuàng)新設(shè)計[J].塑料工業(yè),2024,52(6):97?101.
[11] 張維合,馮國樹,朱曉敏,等.汽車右后門板順序閥熱流道大型薄壁注塑模具設(shè)計[J].中國塑料,2022,36(01):166?171.
[12] 彭賢峰,翁禮杰,邵俊,等.新能源汽車PC燈罩的注塑模具設(shè)計[J].工程塑料應(yīng)用,2024(4):101?107.
[13] 趙利平,張小娟,彭新華.碎紙機(jī)塑件外殼大型注塑模具設(shè)計[J].中國塑料,2024,38(07):106?111.
















 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...